| Parameter | Specification / Details |
| Equipment Name | Multi-effect Evaporator |
| Rated Power | 6 ~ 3000 × 10⁴ kcal (60,000 ~ 30,000,000 kcal) |
| Temperature Range | 0 ~ 250°C |
| Vacuum Degree | 70 KPa |
| Evaporation Capacity | 100 ~ 50,000 kg/h |
| Main Body Material | Carbon steel, Lining, Stainless steel, Composite materials, Special materials (including Titanium, Nickel-based alloys, Hastelloy, Monel, Inconel, etc.) |
| Industry Application | Salt chemicals, Coal chemicals, Fertilizers, Pesticides, Petrochemicals, Synthetic resins & plastics, Rubber industry, Chemical fiber industry, Pharmaceutical chemicals, Daily chemicals, Chemical additives, Paint & fuel industry, Agro-product chemicals, Fermentation industry, Biochemicals, Marine chemicals |
| Design & Mfg Standards | GB, ASME, PED, JIS, MOM, DOSH, etc. |
| Cycle Times | Multiple (Multi-pass) |
| Heating Medium | Steam |
| Product Grade | Industrial Grade, Food Grade, Pharmaceutical Grade |
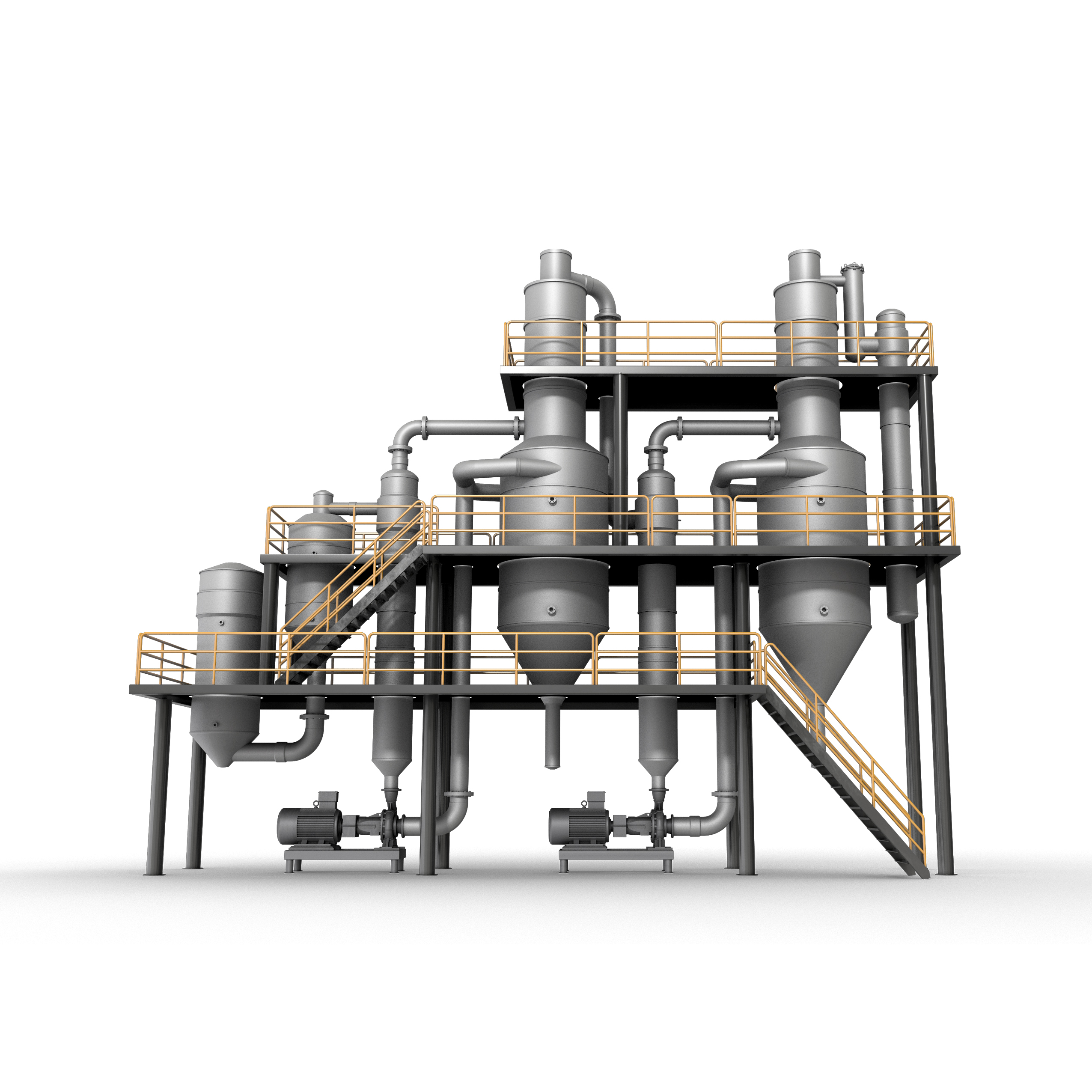
Multi-effect Evaporator
Application Fields
Bio & Pharma

Food
Daily Chemicals
Chemical Industry
New Materials

Aerospace & Defense
Product Detail
Product Gallery
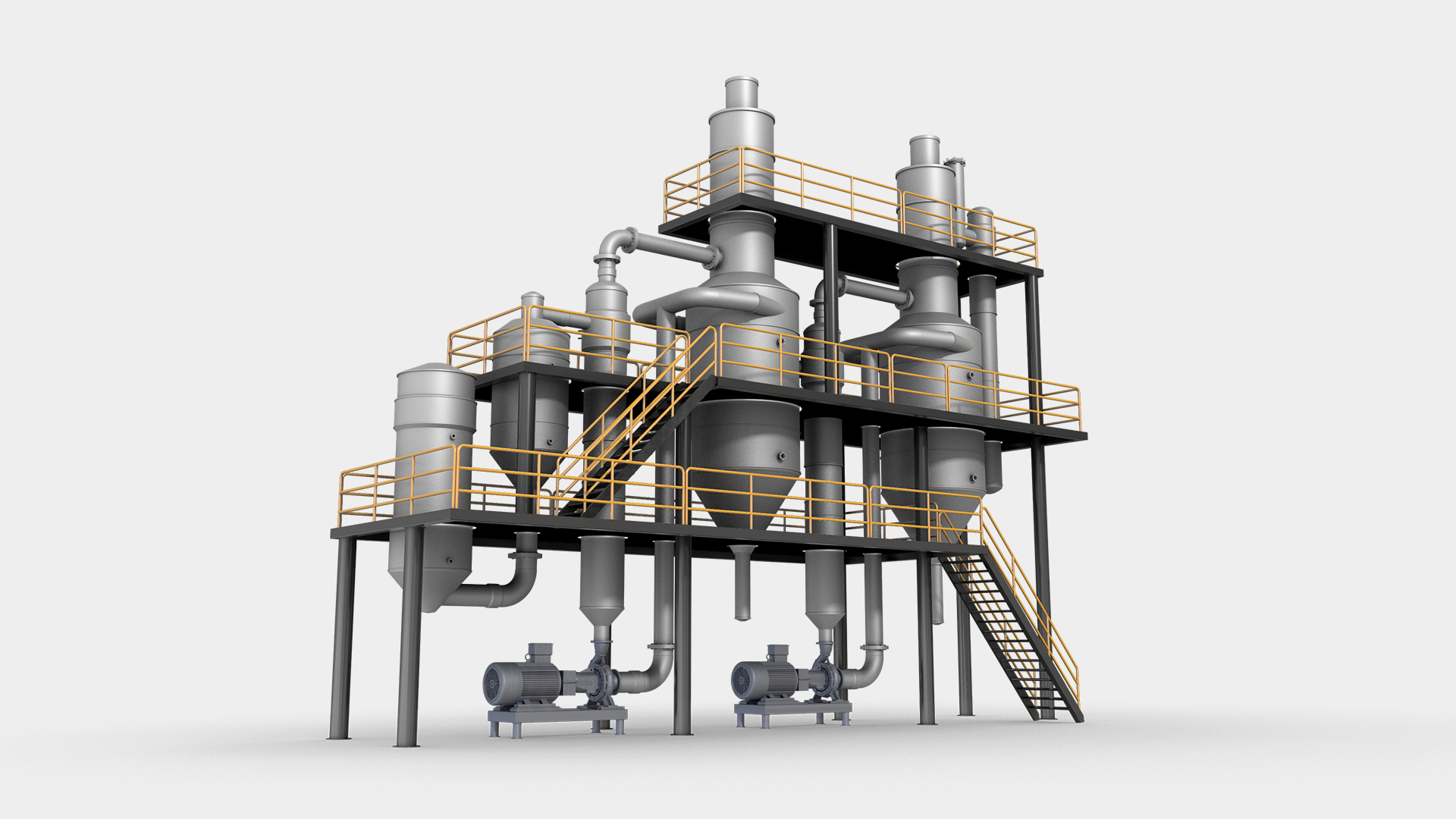
About The Product